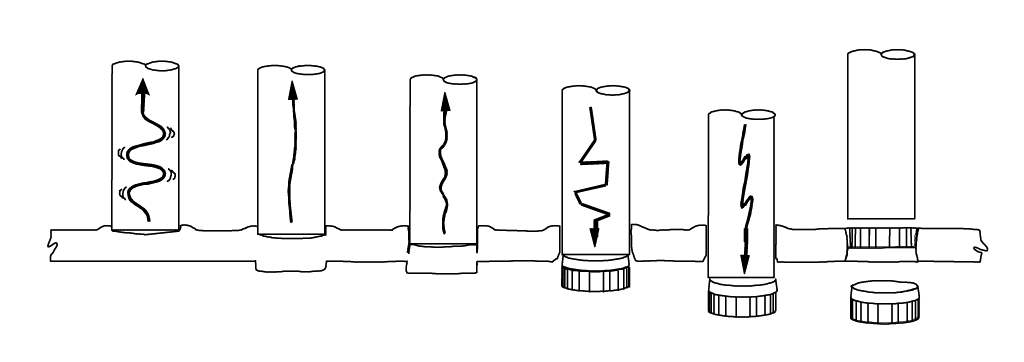
Perforating Basics The Perforating Process Program Objectives Define Die Clearance Illustrate the Six Steps of the Perforating Process Explain the Advantages of using Engineered Die Clearance Simplify Maintenance of Ejector Type Punches The dynamics of the perforating...
Shear Angles can be applied to all punch points. These angles are used primarily to reduce slug pulling. Single and Double Shears can be used to reduce the punching force as well as minimize slug pulling. These alterations are prepriced and do not add to the standard...
Perforating holes through one side of a round tube can present several unique problems for metal stampers. The most common are tube deformation, punch point chipping, and slug control. Tube Deformation and Punch Point Chipping The first two problems, tube deformation...
Selecting the proper Tool Steels, Heat Treatment, & Surface Treatments for a stamping application can be a complex and confusing process. To simplify this process, a few basic facts should be understood. This publication will present and examine facts using terms...
Like an iceberg, most of your die costs lurk below the surface. How many times has someone compromised quality or service for price? Die Clinic assists in reducing the true cost of producing metal stampings. This Dayton Lamina technical presentation will show you how...
The Productivity Selector correlates different types of stock, grouped by tensile strength, type of clearance and the resultant burnish length and productivity rating. The Productivity Rating, simply stated, shows that Jektole Clearance will produce over three times...